Cam Timing Components – Case D
Case D
Application
A manufacturer of automotive components required an in-line solution to remove burrs from variable cam timing part ID’s. This machine was required to have a small footprint and be worked into an existing line.
Solution
Processing
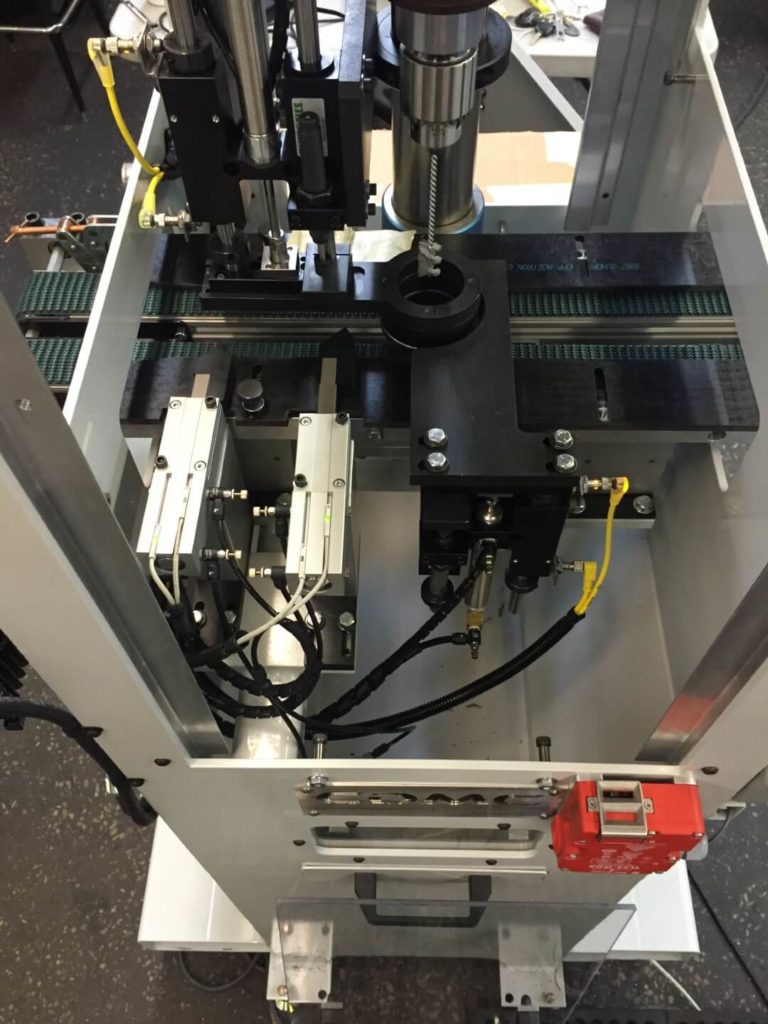
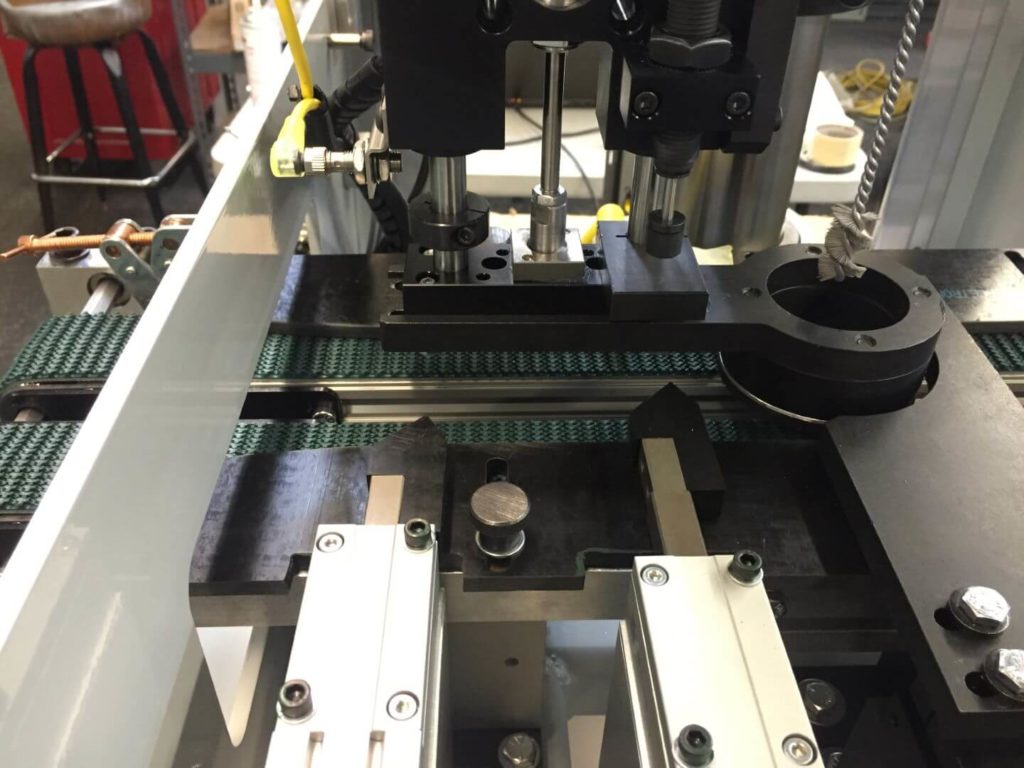
- The work piece is fed onto a dual through-feed conveyor system. Dual conveyors allow the work to be supported/driven through the work area while leaving the ID open for brushing.
- After passing through a series of pneumatic feed escapements, the work arrives at a nest plate. Once stopped by the nest, a work holding assembly is brought into place around the work via pneumatic linear rail assembly. With the work captured, the nest retracts to allow parts to escape after brushing.
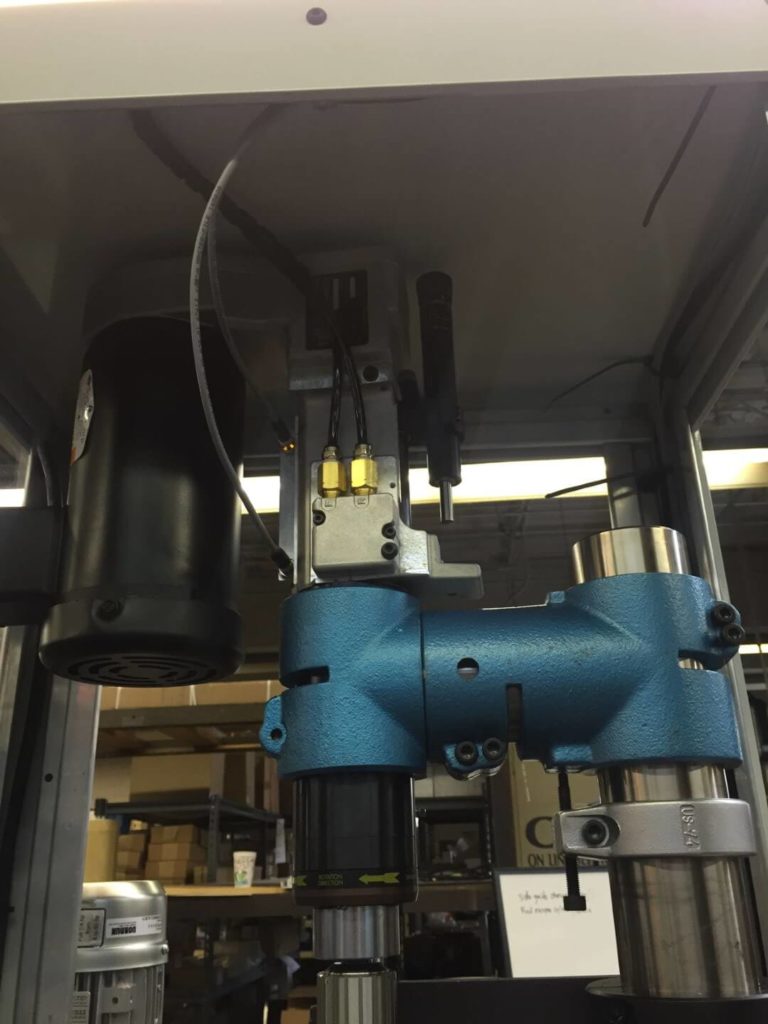
- A bottle brush driven by a purchased drill head assembly is then actuated through the center bore. Bottle brushes can be steel wire, nylon abrasive or silicon carbide.
- When brushing is complete, work holding retracts and allows the work to exit the machine. Adjustable resin guides keep parts in place from entry to exit.
Safety/On Site Requirements
- All manual doors/access panels are electronically interlocked. Breaking an interlock will create a fault and keep the machine from cycling. This machine is equipped with optional physically locking interlocks.
- Polycarbonate panels are used in place of sheet metal doors to allow for more visibility of the work area during production.
- A sheet metal dust drawer is integrated into the base design to allow easy cleaning during PM.